
Užtikriname, kad visada teikiame aukštos kokybės 24 ertmių didelės spartos dangtelio suspaudimo mašiną ir aptarnavimą. Padėkite jums pasirinkti tinkamus ir aukštos kokybės produktus, kad užgrobtumėte rinką ir atvertumėte rinką kvalifikuotais produktais ir paslaugomis bei pasiektumėte abipusės naudos.
Trumpesnis ciklo laikas didesniam produktyvumui
Mažesnis energijos suvartojimas
Didelis specifinis tankis
Priežiūros nereikalaujančios formos, kurios tarnauja dešimtmečius
Greitas spalvų keitimo procesas
Mažiau atliekų reiškia mažesnes išlaidas
24 ertmių dangtelio suspaudimo mašina jau gerokai pagerino mašinos našumą. 24 ertmių dangtelio suspaudimo mašinos našumas jau padidintas iki 42000–45000 vnt. per valandą. Tai buvo padidinta maždaug 90% toje pačioje ertmių mašinoje. Tuo pačiu metu mašinos hidraulinė sistema taip pat padarė didelį patobulinimą ir plėtrą. Didelis viršutinės ribos produkcijos padidėjimas labai pagerina gamybos efektyvumą ir sumažina gamybos sąnaudas.


| Modelis | DRCM-24H |
| Gamybos pajėgumai | 40 000–42 000 per valandą (29 / 25 mm viršutinė riba) |
| Dangtelio skersmuo | 20-45 mm |
| Kepurės aukštis | 10-30 mm |
| Dangtelio medžiaga | PP/HDPE/LDPE |
| Pelėsio ertmė Nr. | 24 |
| Galia | 380V/PH/50HZ |
| Montavimo galia | 75 kW |
| Oro suvartojimas | 1,2M3/val., 1,0Mpa |
| Mašinos matmenys | 4200 * 2200 * 2100 mm |
| Mašinos svoris | 7,5T |
PALYGINTI SU Įpurškimo liejimo mašina
| Prekė | Dangtelio suspaudimas formavimo mašina |
Įpurškimo formavimas mašina |
| Ertmės skaičius | 24 | 2*24 |
| Išvestis | 16800-23400 | 2*6000 |
| Energijos sąnaudos | 26 | 2*36 (su formele) |
| Energijos suvartojimas per mėnesį | 18720 | 51840 |
| Energijos taupymas per mėnesį | 33120kw | |
| Kaštų taupymas | 6650 00 USD per mėnesį (jei 0 2 USD / kW/h) | |
| Naudojant priedą | Nr | Taip |
| Naudojant pelėsių išlaisvinimą | Nr | Taip |
| Savotiškas kvapas | Nr | Taip |
| Produkto išvaizda | Nėra injekcijos taško | Su injekcijos tašku |
| Atliekos | Nr | Taip |
| Darbo jėgos išteklius | 1 | 2 ar daugiau |
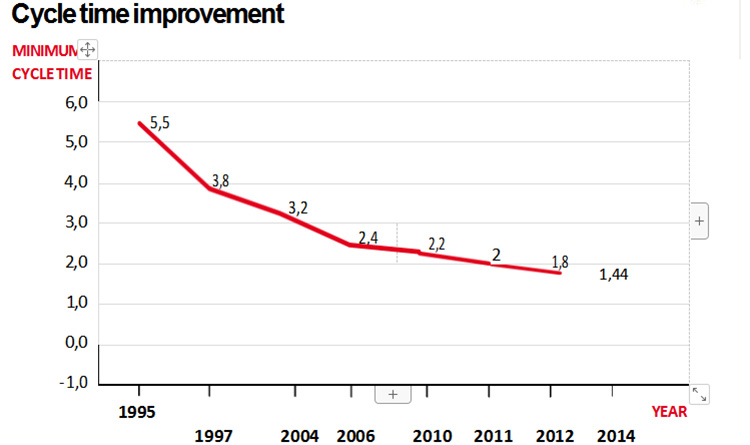
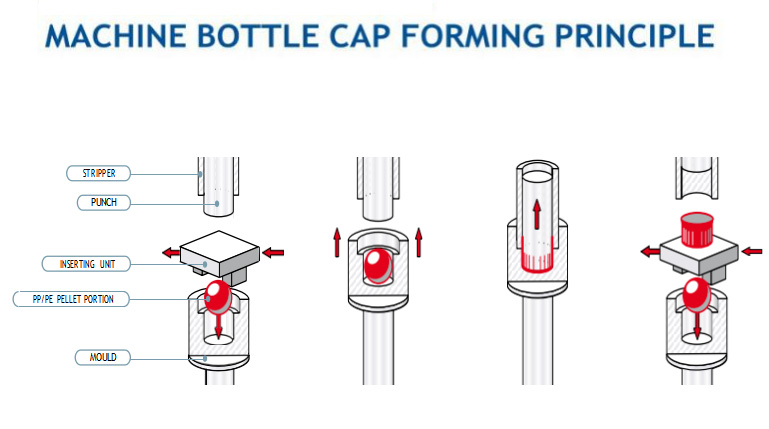
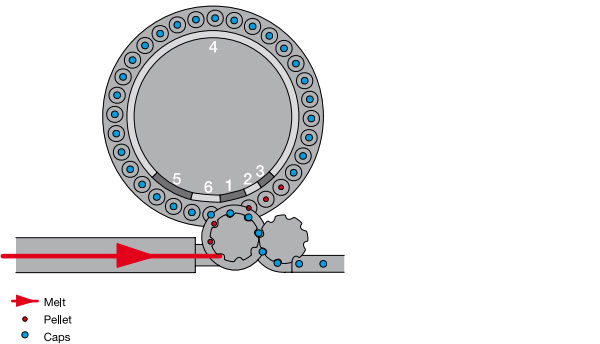
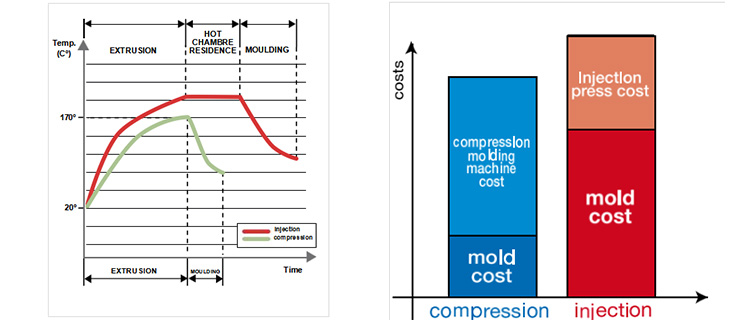
LT TRUMPESNIS CIKLO laikas ir dėl to didesnis našumas. Žemesnė ekstruzijos temperatūra leidžia greičiau atvėsinti dangtelį formoje: taip sutrumpėjo ciklo laikas, kuris lengvų dangtelių atveju sutrumpėjo iki maždaug 2 sekundžių.
MAŽESNIS ENERGIJOS SĄNAUDOJIMAS. Žemesnė ekstruzijos temperatūra reiškia, kad reikia mažiau energijos, kad plastikas pasiektų ekstruzijos temperatūrą, o kadangi plastikas yra šaltesnis, jam atvėsinti reikia mažiau energijos. Bendras energijos sutaupymas vienam pagamintam kapitalui gali siekti 45%.
DIDELIS SPECIALUS TANKIS. Esant vienodai formavimo slėgiui, žemesnė temperatūra leidžia pasiekti didesnį specifinį tankį; be to, nėra įpurškimo taško, dėl kurio išlydytas plastikas papildomai apkraunamas. Ši technologinė sąlyga suteikia mechanines savybes ir konsistenciją, kuri būtų nepasiekiama su įpurškimu.
Nuoseklumas tapo pagrindine gėrimų išpilstymo problema, kai gamybos linijos yra vis greitesnės ir sudėtingesnės ir kur nebegalima toleruoti su dangteliu susijusių gamyklų sustabdymų.
PRIEŽIŪRA NEREIKALINGOS, tarnaujančios dešimtmečius. Vertikalus ir ašinis suspaudimo formos judėjimas užtikrina – skirtingai nei įpurškimo forma, apkrauta savo svoriu – kad formos būtų apsaugotos nuo bet kokio susidėvėjimo. Kompresinis liejimas reiškia, kad formos nesusidėvi per visą jų naudojimo laiką.
GREITAS SPALVŲ KEITIMAS Tai gali būti atlikta greitai, nevalant karštos kameros, kurios nėra suspaudimo procese. MAŽIAU ATLIEKŲ mažesnės išlaidos.
| Pelėsių medžiaga | Ertmė | DC53, Japonija |
| Ertmės pagrindas | Berilio varis, JAV | |
| Ertmės pjedestalas | S136 .Švedija | |
| Ertmės pjedestalo varžtas | DC53, Japonija | |
| Šerdis | Berilio varis, JAV | |
| Siūlo dalis | DC53, Japonija | |
| Vidutinė rankovė | DC53, Japonija | |
| Išformavimo įvorė | S136 .Švedija | |
| Pelėsio kietumas | Po vakuuminio uždegimo, -180 °C kriogeninio apdorojimo, nitridavimo, tada DLC (į deimantą panašią anglį), formos kietumas yra apie 70 laipsnių. | |
| Prekės Nr. | DALIŲ NUOTRAUKOS | DALIŲ PAVADINIMAS | BRANDAS |
| 1 |

|
Liečiamas ekranas | SIEMENS (VOKIETIJA) |
| 2 |

|
Šildymo sistemos atsarginės dalys | ZOPPAS |
| 3 |

|
Pagrindinė oro ir vandens jungtis | FISTO |
| 4 |

|
Hidraulinė sistema | TAIVANAS |
| 5 |

|
ALYVOS SIurblys | Denisonas (amerikietis) |
| 6 |

|
KIETOJI RELĖ | SIEMENS (VOKIETIJA) |
| 7 |

|
GUOLIS | NSK (JAPANIJA) |
| 8 |

|
Dažnio konvertavimas | SIEMENS (VOKIETIJA) |
| 9 |

|
Grandinės pertrauka | SIEMENS (VOKIETIJA) |
| 10 |

|
PLC | SIEMENS (VOKIETIJA) |
| 11 |

|
Jungiamasis terminalas | DEFURO (VOKIETIJA) |
| 12 |

|
Juodraščio gerbėjas | ITALIJA |
1. Tobulinkite valdymo sistemą ir visą pažangios gamybos įrangos komplektą:
Mūsų gamykloje yra visa gamybos įranga, skirta formų ir mašinų dalių apdorojimui, todėl visos dalys yra pagamintos ir apdorojamos mano savininko gamykloje, ji gali užtikrinti, kad dalys būtų baigtos ir tikslios.
2. Technikai turi didelę gamybos patirtį, o viršininkas atkreipia dėmesį į produkto kūrimą ir technologijų tobulinimą
mūsų viršininkas yra technikas, kuris išmano visas technologijas apie formą ir mašiną. Jis praleidžia daug laiko ir išlaidų mokydamasis iš kitos geresnės ir garsesnės gamyklos. Jis visą laiką dalyvavo kuriant mašiną. Jis gali kontroliuoti produktų kokybę ir užtikrinti, kad visi produktai būtų tobulinami.
3. Stipri garantinio aptarnavimo komanda garantuoja mašinos aptarnavimą po pardavimo.
Mūsų mašinoje dirba apie 6 technikai, kurie specializuojasi aptarnauti po pardavimo. Jie visada skrenda į kitą vietą, kad atliktų mūsų mašinos pardavimą po pardavimo. Jie skrenda į pirkėjo gamyklą, kad surengtų instaliavimo mokymus veikiančioje mašinoje.
4. Savarankiškai pagamintos mašinos formos, kad būtų užtikrintas tvirtumas tarp formos ir mašinos.
Mūsų gamykla turi daugiau nei 20 metų patirtį formų gamyboje, kad būtų užtikrintas mašinos ir pelėsių tvirtinimas bei būsima priežiūra
5. Bendras mašinų elektros ir valdymo sistemų kūrimas su Siemens
1. Dangtelio suspaudimo mašina yra viena įranga, kuriai reikalinga aukšta technologija ir ilgas vystymasis. Nesudėkite visų atsarginių dalių, tada viskas bus gerai. Svarbiausia yra pelėsių hidraulinės alyvos sistema ir PLC valdiklio sistema. Atvirai kalbant, mūsų viršininkas ir inžinierius kartu su tiekėju dalyvauja kuriant hidraulinės alyvos sistemą ir PLC valdiklio sistemą. Kaip ir mūsų PLC valdiklių sistemą kuria mūsų R&D skyrius ir SIMENS Company R&D skyrius. Visa mūsų mašinos PLC sistema yra iš SIMENS, net kištuko ir laido jungtis. Galite pamatyti kitą gamyklą, PLC sistemoje, visos atsarginės dalys yra iš skirtingų tiekėjų, pavyzdžiui, kai kurios dalys iš Taivano Delta, kai kurios dalys iš OMRON, kai kurios dalys iš SIMENS, jos tiesiog sujungia visas dalis. Negalvokite apie visą mašinos programą.
Eksportuokite standartinę pakuotę
Mūsų technikas gali būti pirkėjo gamykla, kuri įdiegs ir paleis mašiną. Tačiau pirkėjas turėtų padengti visas techniko kelionės išlaidas (įskaitant lėktuvo bilietą, apgyvendinimo išlaidas ir atlyginimą)
PRISTATYMO DATA: 55-60 DIENŲ PO UŽDĖLIO GAVIMO.
PRISTATYMO UOSTAS: NINGBO, KINIJA